|
|||||||



Mould storage, Tool materials, Machining, Cost
Mould storage

Manufacturers go to great lengths to protect custom moulds due to their high average costs. The perfect temperature and humidity level is maintained to ensure the longest possible lifespan for each custom mould. Custom moulds, such as those used for rubber injection moulding, are stored in temperature and humidity controlled environments to prevent warping.
Tool materials
Tool steel or beryllium-copper are often used. Mild steel, aluminum, nickel or epoxy are suitable only for prototype or very short production runs. Modern hard aluminum (7075 and 2024 alloys) with proper mould design, can easily make moulds capable of 100,000 or more part life with proper mould maintenance.
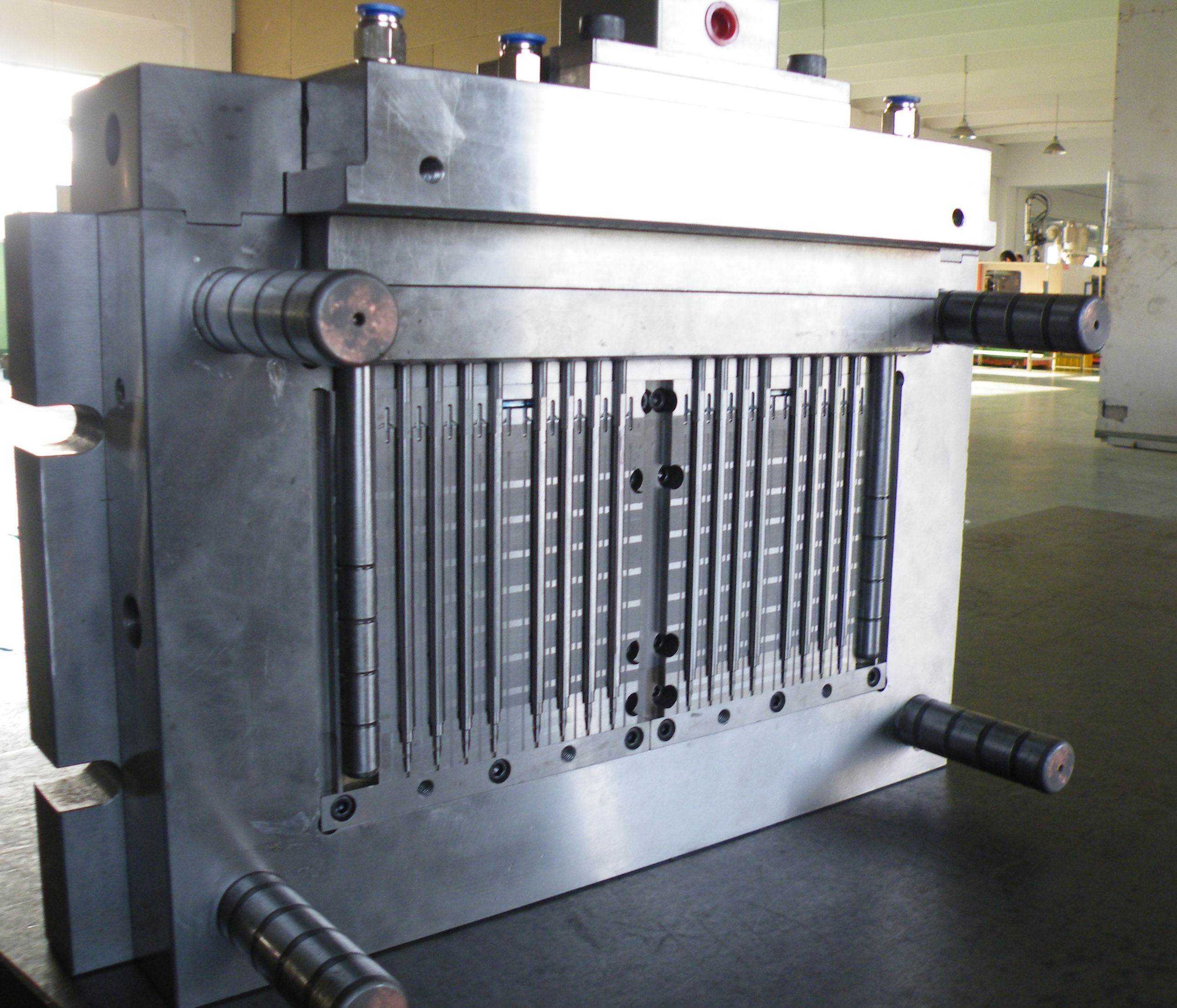
Beryllium-copper insert (yellow) on injection moulding mould for ABS resin
Machining
Moulds are built through two main methods: standard machining and EDM. Standard machining, in its conventional form, has historically been the method of building injection moulds. With technological development, CNC machining became the predominant means of making more complex moulds with more accurate mould details in less time than traditional methods.
The electrical discharge machining (EDM) or spark erosion process has become widely used in mould making. As well as allowing the formation of shapes that are difficult to machine, the process allows pre-hardened moulds to be shaped so that no heat treatment is required. Changes to a hardened mould by conventional drilling and milling normally require annealing to soften the mould, followed by heat treatment to harden it again. EDM is a simple process in which a shaped electrode, usually made of copper or graphite, is very slowly lowered onto the mould surface (over a period of many hours), which is immersed in paraffin oil (kerosene). A voltage applied between tool and mould causes spark erosion of the mould surface in the inverse shape of the electrode.
Cost
The number of cavities incorporated into a mould will directly correlate in moulding costs. Fewer cavities require far less tooling work, so limiting the number of cavities in-turn will result in lower initial manufacturing costs to build an injection mould.
As the number of cavities play a vital role in moulding costs, so does the complexity of the parts design. Complexity can be incorporated into many factors such as surface finishing, tolerance requirements, internal or external threads, fine detailing or the number of undercuts that may be incorporated.
Rubber injection moulding process produces a high yield of durable products, making it the most efficient and cost-effective method of moulding. Consistent vulcanization processes involving precise temperature control significantly reduces all waste material.
Add:No.1 Hulanhe Road, Huangdao, Qingdao, China



